振動パルス切削の理論
1、まず、エイクレスとは タービンおよびエンジンによる回転切削工具と併用し、振幅を三段階に選択することができ、超音波縦振動するホーン先端を振動させやすい方向から軽い加圧力Pで当て患歯を超音波振動させながら切削速度V=2000m/min程度で切削する。これにより、切削速度を3~5倍に高速化したときの切れ味に、見かけ上相当させる性能を有する。 【エイクレスの効果】 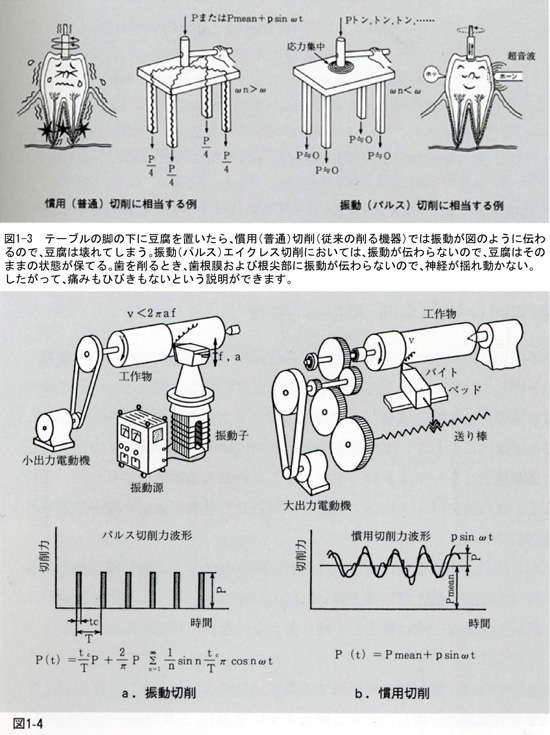
3、振動切削(パルス切削)とは 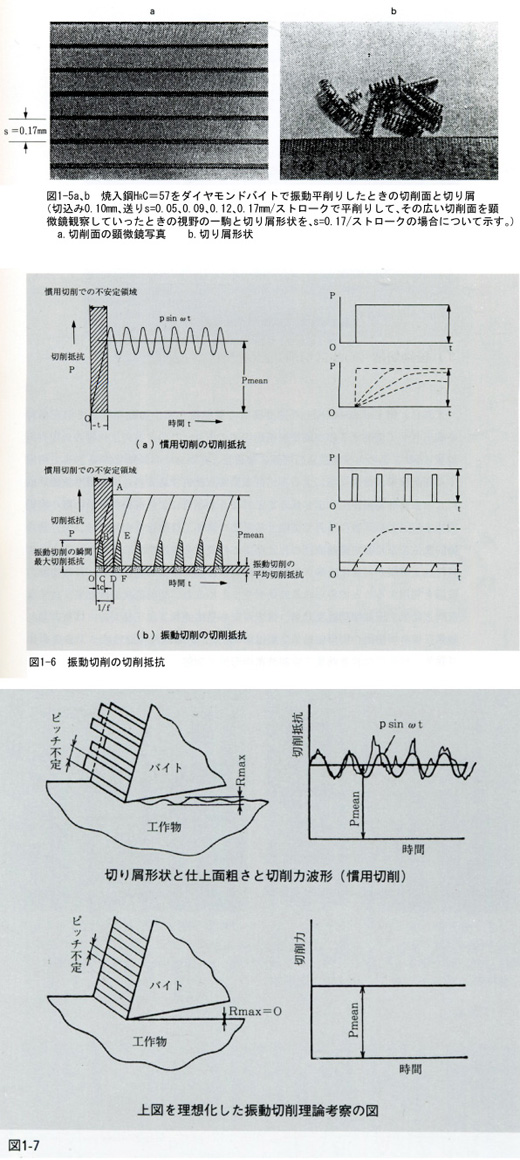
工具に、例えば20~60KHz高周波領域の振動数と微小振動を与えて前期条件を満足させて切削するのが超音波振動切削であり、このときの工作物の角固有振動数ωの関係に着目し、ω≫ωnの条件を満足させて切削する切削機構が振動切削による不感性振動切削機構である。これにより振動切削による主体的効果が生み出されることになる。工具により高い振動数の微小振動振幅を規則的に正確に与えて切削することでより工作物を安定化させ、工作物の動的変位をなくして静的変位のみとし、この変位を極力小さくすることにより超精密加工実現が可能になる。この主体的効果に加え振動切削によるパルス切削力波形を利用することで得られる諸効果をまとめると、切削抵抗減少効果、加工精度向上効果、室温切削温度効果、構成刃先非発生効果、加工ひずみ・ばり非発生効果、切り屑排出の円滑化効果、室温ℓT効果、耐摩耗性向上効果、工具寿命延長効果、幾何学的粗さ効果、切削油剤の円滑・冷却能促進効果、虹面効果、耐食性向上効果が挙げられる。 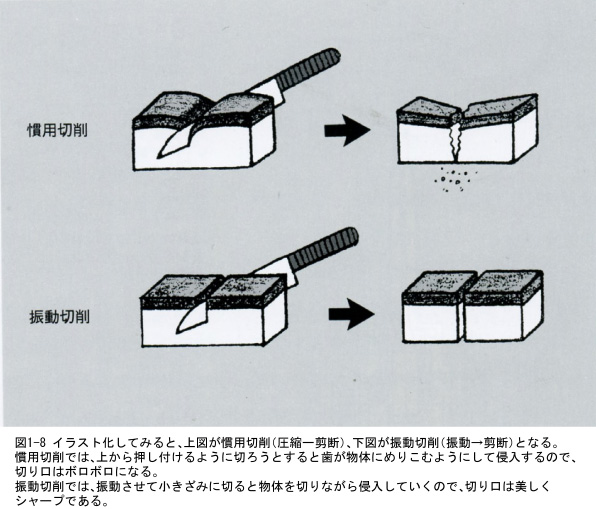
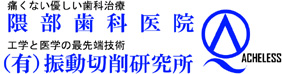
図1-9は、歯の治療用ユニットで、回転する軸付工具(ポイント)に縦あるいはねじり振動を重畳させてものである。 図1-10のように歯-工具振動系をモデル化して考える。歯根膜のばねとダンバーで支えられた歯を力加工するとき、その歯を動変位させて太い実線で描いた神経を振れ動かさなければ疼痛を感じさせないことになる。 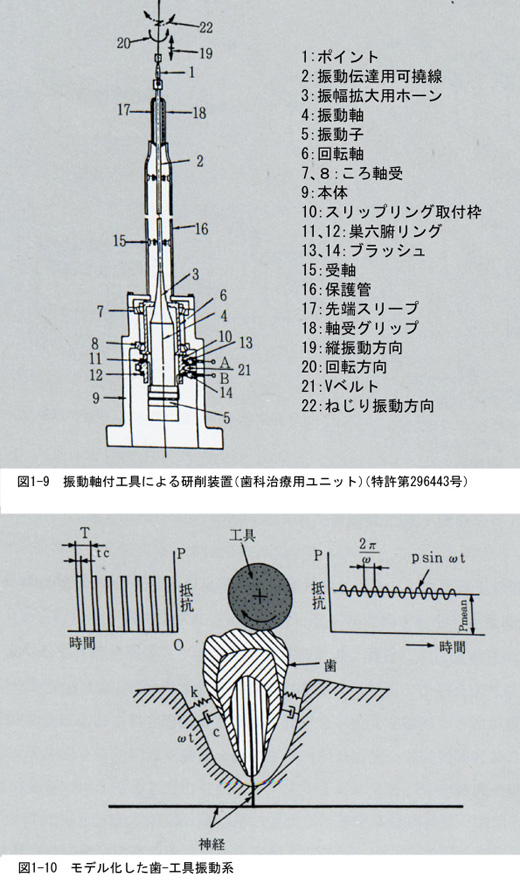
このときの力学的波形は、 1 P=Pmean + p sin ωt tc 2 ∞ 1 tc の2つがある。
5)零位瞬間振動切削 ω<ωnのときは、工作物は揺れ動くが、バイトの振動―周期中にバイトが工作物に接触して切削する。わすかなtc秒での工作物変位xは、0点を中心にして(―)側から(+)側に変位する瞬間で、その変位量はごくわずかな値を示す。この切削機構による振動切削を零位瞬間振動切削と名付けた。
6)重畳振動切削 不感性振動切削によって軽減できた切削力をさらに軽減させる方法を探究した結果、重畳振動切削を究明、創案した。すなわち、連続するパルス切削力波形を間引きして断続パルス切削力波形によって切削する方法である。
7)精密振動ねじ立てについて
|
|||||
Copyright (C) 2015 kumabesika All Rights Reserved. |
|||||
 |